
1 数控加工要素时间定额标准分析计算法
简称“要素法”。指将数控加工过程中构成数控加工时间消耗的各个影响因素按照不同要素的时间变量属性、工步(或工序)操作内容的时间消耗分类及其定额时间构成规则等进行要素时间分类(一般分为九大要素和三十个子要素),然后再按照各个要素的不同计算和测定方法,分别对数控加工过程中各个要素时间进行分析计算,最后以各个要素时间模块组合的方式来制定数控时间定额标准的一种方法。
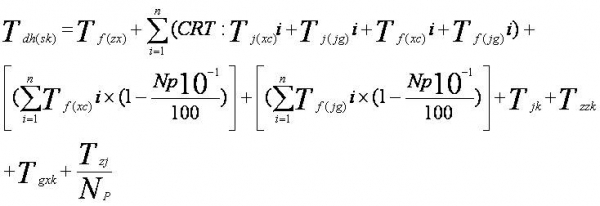
1.2 数控加工要素时间定额标准单件工序时间计算

![]()
2 数控仿真与模拟加工时间定额标准分析计算法
简称“仿模法”。指以劳动定额标准化理论为基础,以计算机仿真技术和数控模拟加工的应用为手段,以数控仿真与模拟加工程序的应用为依据,以计算机数控(CNC)系统为工具,利用数控系统模型和仿真加工程序对产品“零部件”进行数控仿真与模拟“加工”,并在此基础上按照时间定额标准构成规则对仿真与模拟加工时间信息资料及其反馈数据进行分析计算,从而制定数控加工时间定额标准的一种方法。
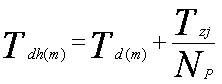
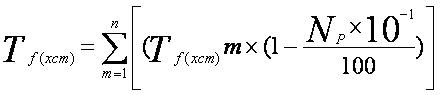
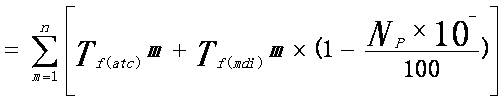
2.1 数控仿真与模拟加工时间定额标准单件工序时间计算

![]()
式中: Tdh(fm) ------数控仿模单件工序核算时间定额。
(fm)------数控仿模加工时间。
3 数控加工工步(工序)综合时间定额标准数学模型法
简称“数模法”。指根据数控加工特点,利用数控加工程序设计和数控加工过程人机对话中的时间管理功能,进行数控加工要素时间的数据采集和时间定额测定,并通过作图分析和回归计算建立工步(工序)综合时间定额数学模型基本型,并在此基础上建立数控加工工步(工序)时间定额标准数学模型实用型的一种方法。
3.1 数控加工工步(工序)综合时间定额标准数学模型的基本表达式
3.1.1 综合式数控加工工步(工序)时间定额标准数学模型
(以切削类数控机床为例)
![]()
![]()
![]()
---------------------------(3-1)
式中: Kzx ------装卸系数。
G------工件重量。
Ki------修正系数。
X1------切削要素变量系数。
X2------附加系数。
Qb------切削要素变量。
Jb------加工尺寸变量。
C-----时间调整常量。
3.1.2 分项式数控加工工步(工序)时间定额标准数学模型
![]()

---------------------------(3-2)
式中:L------走刀长度。(mm)
△L------切入和超出走刀长度。(mm)
i------走刀次数。
n------转数。(n/min)
S------走刀量。(mm/转)
CRT:Tj(mem) ------人机对话显示的数控程序加工(机床自动)运行时间。
3.1.3 组合式数控加工工步(工序)时间定额标准数学模型
4 数控要素时间定额标准模块计算法
简称“模块法”。指根据集合理论和数控加工时间的模块化属性和分层特征,运用数据库管理原理,将数控加工时间数据分为数据库一层,时间管理逻辑一层,时间数据输出一层等将数控加工时间进行分层和模块化设置和管理。即在工时消耗分类和定额时间构成的基础上,将工时分类属性相同的时间消耗子要素进行计算和归集并冠以具有代表属性的名称,这种按照标准工时分类要求和要素时间属性计算和归集的方法制定数控加工劳动定额标准,叫做数控要素时间定额标准模块计算法。
4.1 数控要素时间定额标准模块计算
4.1.1 单件时间定额模块计算
![]()
![]()
![]()


![]()
------------------------(4-1)
4.1.2 工序时间定额模块计算
-------------------------(4-2)
4.1.3 数控加工工步(工序)系统程序基本操作要素时间模块计算

-------------------------(4-3)
4.1.4 数控加工工步(工序)系统程序辅助操作要素时间模块计算
------------------------(4-4)
4.1.5 数控加工机控操作要素预定时间模块计算
数控加工机床机控(自动运行)操作要素时间模块计算一般限定在以下三种方式启动下的程序加工时间:
a:自动运行方式 Tj(mem)
b:手动数据输入方式 Tf(mdi)
c:纸带运行方式 Tf(tape)
示例:
数控铣床系统程序基本操作时间模块计算:

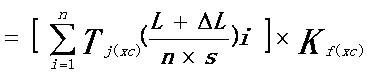
式中:L------走刀长度。(mm)
n------转数。
S------走刀量。(mm/n)
i------刀次。
Kf(xc)------与程序加工有关的辅助操作时间占程序基本操作时间百分比。
5 数控设备计算机劳动定额编制应用程序(T-CNC)法
简称“T-CNC法”。指运用数控加工要素时间、数控仿真与模拟加工时间以及数控加工时间定额集合与模块化等技术理论,采用程序语言方式并兼容计算机数控(CNC)语言,将时定额的逻辑运算应用到计算机数控(CNC)系统中,同时通过数控设备的操作面板、控制介质以及程序输出设备等人--机交互(CRT)或网络技术的方式去实现数控劳动编制的一种方法。
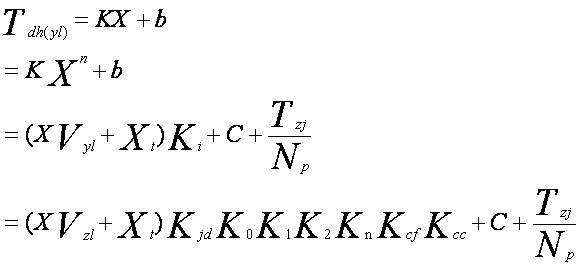
5.1数控设备计算机劳动定额编制应用程序(T-CNC)时间定额计算
a)示例:
数控基本时间Tj手动键盘操作要素时间Tf(mode)计算
![]()
b)示例:
数控辅助时间(数控机床辅助操作要素时间 Tf(mode))计算
![]()
6 数控加工时间定额标准余(增)量分析计算法
简称“余量法”。指根据数控加工产品加工余(增)量等在数控加工过程中的时间消耗,建立起反映数控加工产品加工余(增)量、加工精度以及各种数控加工工况等因素变化所发生的时间消耗规律分析计算式并进行数控加工时间定额标准计算的一种方法。
6.1 数控加工余(增)量分析计算法计算单件工序时间定额基本表达式
-----------------------------------6-1
式中:
![]()
![]()
![]()
X————数控加工余量时间系数。
![]()
![]()
![]()
![]()
![]()
![]()
C————程序操作时间常量。Min
应用上述6种数控加工时间定额标准制定方法可分别制定出如下形式的数控劳动定额标准:
7数控劳动定额标准的基本形式
7.1 数学模型式数控劳动定额标准
指在标准数控(工步或工序)作业条件下,以函数形式来表达数控劳动时间消耗与其影响因素之间关系的一种综合数学模型式数控劳动定额标准。
7.2 图表式数控劳动定额标准
指在标准数控作业条件下,以函数图像或表格的形式来表达数控劳动时间消耗与其影响因素之间关系的一种坐标图或表格形式的数控劳动定额标准。
7.3 典型工件(或典型工步、工序)数控劳动定额标准
指在标准数控劳动条件下,以典型工件(或工步、工序)为对象所表达的一种综合式数控劳动定额标准。
8数控劳动定额标准的特殊形式
8.1 数控加工要素时间定额标准
指在标准数控作业条件下,采用数控加工要素时间分析计算的方法制定出来的时间定额标准。
8.2 数控仿真与模拟加工时间定额标准
指在标准数控仿真与模拟加工作业条件下,采用数控仿真与模拟加工时间定额分析计算方法制定出来的时间定额标准。
8.3 数控加工模块时间定额标准
指在标准数控作业条件下,采用数控加工要素时间模块计算方法制定出来的时间定额标准。
8.4应用程序(T-CNC)式数控劳动定额标准
系指采用数控设备计算机劳动定额编制(T-CNC)方法所编制的数控劳动定额标准。即:运用数控加工时间定额标准技术理论(如数控加工要素时间理论、数控仿真与模拟加工时间理论、数控加工时间集合与模块理论等)采用程序语言方式并兼容计算机(CNC)语言将时间定额的逻辑运算应用到计算机数控(CNC)系统中,并通过人——机交互(CRT)的方式所制定出的一种应用程序(T-CNC)式数控劳动定额标准。
8.5 数控余(曾)量加工时间定额标准
在标准数控作业条件下,采用数控余(曾)量加工时间分析计算的方法制定出来的的数控加工时间定额标准。
8.6 数控加工典型工步(或工序)综合时间定额标准数学模型
在标准数控作业条件下,以典型数控加工工步(或工序)为对象而制定出来的时间定额标准数学模型。