

东方电机厂高工李才军就东电数控机床工时定额标准的建立和应用 发表演讲
东方电机有限公司
数控机床工时定额标准的建立和应用
——东方电机有限公司人力资源部 李才军、江应伟 前言 东方电机致力于本世纪初实现“东方电机赶超工程”,争取早日成为世界一流发电设备供应商。目前,数控加工已大量应用于工艺制造实践中。劳动定额管理作为企业的一项基本管理制度,必须与时俱进,才能适应企业发展的要求。本文简要概述了东方电机数控机床工时定额标准建立的基本思路、流程分析、构建过程以及标准的测试、应用等内容。 一、公司简介 东方电机有限公司是中国东方电气集团公司的核心子企业,其前身为东方电机厂,始建于1958年,于1993年12月由原东方电机厂经股份制改制成立东方电机股份有限公司,是首批在香港及中国内地上市的规范化股份制试点企业。2007年,东方电气集团主业资产整体上市后,东方电机有限公司由原东方电机股份有限公司主要经营性资产重新注册后于2008年1月30日挂牌成立。现有员工7700余人,资产总值达人民币100亿元。经过五十年的发展,东方电机已成为全球重要的发电设备供应厂家之一,具备自主生产单机容量70万千瓦的巨型水电机组、大型抽水蓄能机组、大型冲击式机组、100万千瓦超超临界汽轮发电机、100万千瓦核能发动机、40万千瓦级燃机发电机、22万千瓦级全空冷汽轮发电机以及批量生产30万千瓦、60万千瓦汽轮发电机的能力。目前正与外商合作研制具有自主知识产权的直驱型风电机组,并在四川、杭州等地筹建风电、潮汐发电等新能源生产基地,形成“水、火、核、汽、风”五电并举的生产格局。截止2008年9月,东方电机已累计向国内近300座大中型电站提供了1.8亿千瓦,约占全国装机容量的1/5。东方电机正在践行“与时俱进,追求卓越”的企业文化,积极营造和谐奋进的良好氛围,全面提升竞争实力,建成世界一流的发电设备制造企业。 二、工时定额管理简介 1、东方电机的管理理念规范、明确、高效 2、东方电机定额管理体制。。。。。。。。。。。。。。。。。
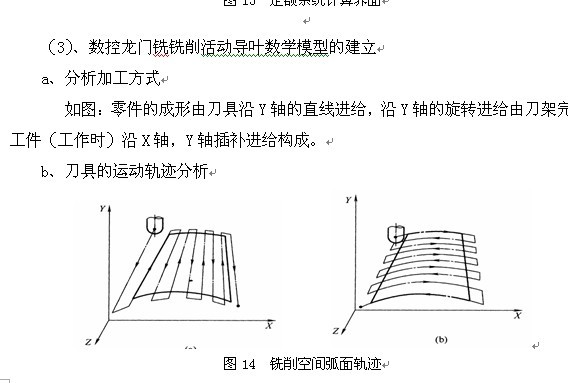
三、数控机床工时定额标准数学模型的建立
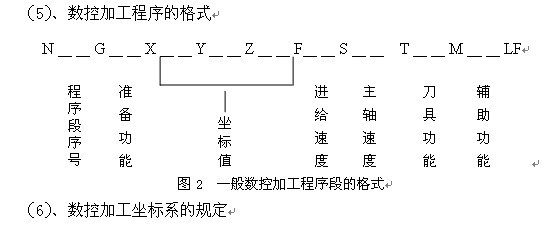
1、 数控加工的基本概念
(1) 数控机床的概念
数控机床就是将加工过程所需的各种操作和步骤以及刀具与工件之间的位移量都用数字化的代码来表示,通过控制介质将数字信息输入专用或通用的计算机,计算机对输入的信息进行处理和运算,发出各种指令来控制机床的伺服系统或其它执行元件,使机床加工出所需要的工件。
(2) 数控机床的特点
a、 能加工复杂型面的零件,具有较强的适应性和柔性;
b、 可以保证较高的加工精度,并且产品质量稳定,一直性好;
c、 具有较高的生产效率;
d、 可以改善生产条件,减轻劳动强度;
e、 便于联网实现现代化管理及规模大的自动化生产。
(3) 数控机床的分类
a、 按控制系统的特点:点位控制数控机床、直线控制数控机床、轮廓控制数控机床;
b、 按执行结构的伺服系统类型:开环、闭环、半闭环伺服系统数控机床;
c、 按加工方式:金属切削类、金属成型类、特种加工类等。
(4) 数控加工程序采用的编码
在数控机床中常用的编码有两种:ISO代码和EIA代码。ISO代码即国际标准化组织颁布的代码(实际就是在美国信息交换标准代码ASCII码的基础上,在高位增加一个补偶位形成)。信息量最多有128种。EIA代码是由美国电子工业协会颁布的代码,信息量最多有64种。
东方电机编程主要采用UG和CAXA这两种软件,UG用于大型、复杂零件加工编程,CAXA用于中小型、简单零件加工编程。
600)this.style.width='600px';>
分 类
项 目
符 号
分 类
项 目
符 号
形状公差
直线度
600)this.style.width='600px';>
位置公差
定向
平行度
600)this.style.width='600px';>
平面度
600)this.style.width='600px';>
垂直度
600)this.style.width='600px';>
圆 度
600)this.style.width='600px';>
倾斜度
600)this.style.width='600px';>
圆柱度
600)this.style.width='600px';>
定位
同轴度
600)this.style.width='600px';>
线轮廓度
600)this.style.width='600px';>
对称度
600)this.style.width='600px';>
位置度
600)this.style.width='600px';>
面轮廓度
600)this.style.width='600px';>
动跳
圆跳动
600)this.style.width='600px';>
全跳动
600)this.style.width='600px';>
0.10以上:1 ; 0.10~0.08:1.1 ; 0.08~0.06: 1.2 ; 0.06~0.04:1.4 ; 0.04~0.03:1.6 ; 0.03~0.02:1.8 ; 0.03~0.02:2 ; 0.02~0.01:2.5 。
b、 表面粗糙度精度
表面粗糙度精度评定参数:轮廓算术平均偏差Ra,微观不平度十点高度Rz,轮廓最大高度Ry。设立表面粗糙度精度修正系数主要是修正高精度工件的精加工时间。
常用表面粗糙度6.3、3.2、1.6、0.8、0.4、0.2、0.1,我们以3.2为基准即1,6.3为0.9,1.6~1.15,0.8~1.3,0.4~1.5,0.2~1.8,0.1~2。
(3)输入参数的测试
输入参数为零部件的主要特征参数,测试的主要内容是看看还有没有更好的特征参数代替原有参数。
五、数控机床工时定额标准的应用
工时定额标准的应用必须遵循“细做粗用”的原则。细做,就是在基本模型的制定过程中,尽量考虑到决定基本作业时间和辅助作业各种因素,以提高基本模型的科学性。粗用就是只需输入特征参数,就能得到所有工序的工时定额,这样才能提高工时制定效率。
一个企业产品的零部件并不都是完全差异的,相反它的很多产品是系列的,很多零部件的形状、工艺流程是相似甚至相同的,这就为我们进一步提高劳动定额的编制效率而实现先建立通用模型后建典型零件模型提供了基础条件。通用模型主要是根据工作中心分工步建立,由于一个工艺过程往往是又多个工步组成,因此建立通用模型为典型零件模型的建立提供了先决条件。以下以导叶的加工过程为例介绍在实际生产中的应用。
600)this.style.width='600px';>1、通用模型的建立
600)this.style.width='600px';>600)this.style.width='600px';>设定加工该导叶型线的工作中心为VMC-1800S/A数控机床,如下图
600)this.style.width='600px';>600)this.style.width='600px';>
(a) 定额系统模型树 (b) 导叶型线
图16 建立铣平面模型
工步:铣瓣体型线
输入参数 创建参与计算或者根据此参数选择综合时间的输入变量,根据我们现有的铣床资料,铣面的综合时间由加工面的长度、宽度、加工余量决定,因此在此模型的输入参数中我们建立长(L)、宽(B)、加工余量(Yl)三个变量。
影响因素 建立影响时间消耗的其它因素,根据原有标准及实际加工情况决定铣面时间消耗的因素中还有刀具直径(D)、表面光洁度(Ra)、材料系数(Kcl)、曲面系数(Kqm)。
计算公式 铣该瓣体型线计算公式为L/300*int( B/(D+0.005)+1 )*int(Yl/(2+0.005)+1 )*Kcl
*Ra*Kqm*1.2*1.35,其中300为该工作中心常态下走刀量,1.2为宽放系数,1.35为准终装卸系数。最后计算界面如下:
600)this.style.width='600px';>
图17 铣平面模型计算界面
只用输入长(L)、宽(B)、加工余量(Yl)三个变量的值,选择好影响因素就可以得到加工该导叶瓣体型线的综合时间。
2、典型零件模型的建立
以加工工步的综合时间为基准时间,合理建立典型零件模型,以下就是建立加工导叶的典型零件模型。
600)this.style.width='600px';>
图18 建立导叶典型件模型
建立典型零件及工序 经过分析整理,我们创建“导叶”典型零件的工序为:荒磨→处理缺陷→平头→划检等一系列工序,如上图所示。
典型零件的总体信息维护 在此处我们为“导叶”设置模型调整系数和模型简图。
典型零件的修正系数维护 由于我们所有导叶的材料、加工精度都基本一样,因此在此处不设置任何修正系数。
典型零件的输入参数维护 影响不同导叶定额时间差异的主要因素是:长度(L)、瓣体长(ll)、瓣体宽(B)、轴径(D)、瓣体端面槽数(CN)等等。根据这些因素建立相应的输入变量。
典型零件的影响因素维护 在所有的导叶加工中影响因素相同,所以在此不需要建立影响因素。
典型零件工序 在典型零件工序的维护中工序的总体信息维护、工序的修正系数维护、工序的输入参数维护、工序的影响因素维护、工序查表参数维护与通用定额模型的维护相同,可以根据实际情况进行选择性的维护,但每道工序的计算公式必须维护。在“导叶”典型零件工序维护中对每道工序的计算公式维护如下(但由于工序太多,就只对12序粗精铣瓣体型线进行说明):计算公式为56*(1+(B*ll/1540/1120-1)*0.8),其中56为基准工时,也就是通用模型中算出的结果,因导叶是加工两面,所以基准工时为56小时,1540为基准瓣体长度,1120为基准瓣体宽度,0.8为加工面积对不同导叶铣型线时间消耗的影响权重。
所有工序的计算公式创建完成后,对该典型零件模型的布局进行调整以使模型的使用界面更合理。
这样我们就已经完成了“导叶”典型零件模型的整个维护过程,在计算模块中可以使用该典型零件模型进行所有导叶的劳动定额计算,定额编制人员只需要在其中输入导叶的长度(L)、瓣体长(ll)、瓣体宽(B)等参数,系统便会快速地算出该导叶的所有工序的劳动额定。使用典型零件模型自动计算既快捷也不会产生因人而异的定额,无论是谁只要他输入的参数与零件图上一致那么通过典型零件模型计算出来的劳动定额就是一致的,计算界面如图下图:
600)this.style.width='600px';>
图19 导叶典型件计算界面
六、项目价值和意义
1、目前,在全国机械加工行业中还没有一个完整、成熟的数控机床工时定额标准供各企业参考、借鉴。本项目在数控机床工时定额标准制定领域作了一个有益的尝试。
...................
七、问题与思考
1、在选取切削参数的过程中,刀具生产厂家、设备生产厂家推荐的切削用值与实际采取的切削参数相差太大,我们一般按M=(a+4m+b)/6加权平均参数来选取,实际上,这仍然是一个经验公式,什么样的参数为最合理用值,这仍然是一个值得不断探索的问题。